

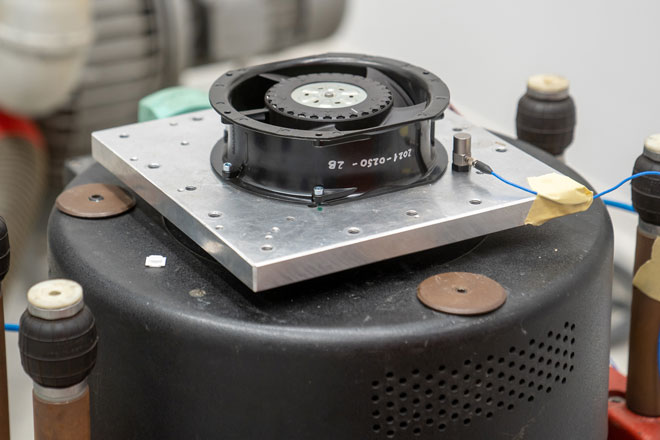
Since April 2022, we have been using the facility in Hollenbach to test fans, drive modules and other ebm-papst products in large climate chambers, salt-fog chambers, and other test environments to ensure that they meet all our environmental requirements. These include the effects of temperature, moisture, and corrosion on the products, as well as risk of penetration by foreign substances and wheel strength. In 2023 alone, over 430 tests were carried out at our Hollenbach site – which is now our fourth test center alongside Landshut, St. Georgen and Shanghai.
Energy consumption significantly reduced in 2023
“With the new test center, we have finally united under one roof the laboratories that were previously spread across different areas of the Hollenbach plant. This decision was definitely the right move,” says Markus Steinmann, Director Test Department at ebm-papst, on his initial impression of the change. “Firstly, it has allowed us to significantly improve the efficiency of our daily processes thanks to shorter distances between stations and leaner structures. Secondly, it means we are now making more sustainable use of our resources.” One of the ways this is reflected is in the sites’ energy consumption over time. In 2021, the total energy consumption across the different test locations came out at over 4,000 megawatt hours; this figure had halved to 2,160 MWh by the end of 2023.
0
product tests were successfully carried out at our Hollenbach plant in 2023.
This progress is also thanks to our introduction of smarter test strategies, as Erich Kemmer, Team Lead Validation, explains: “We now carry out our tests under controlled conditions, at the right time, as early as possible in the process, and in a way that requires as little effort and energy as possible. The resulting optimizations are directly reflected in the results. Take the service life test, for example: We used to run the fans and ventilators at ambient temperature until they failed (end-of-life test). Now, we test the devices at their maximum permissible ambient temperature and maximum load over a period of six months. This not only increases the accuracy of the results; it also reduces testing time, and thus energy consumption.”
Reducing resource wastage even further
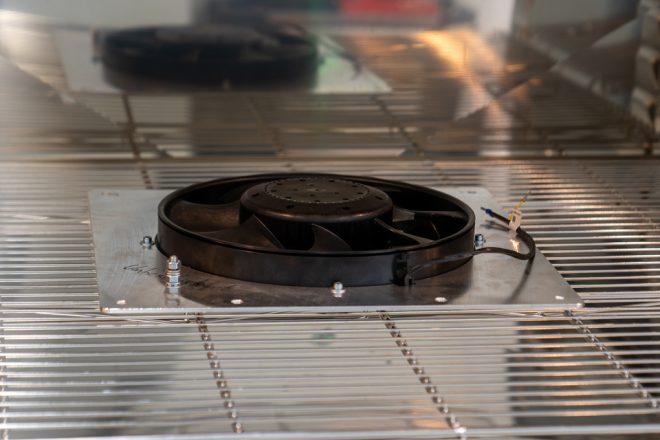
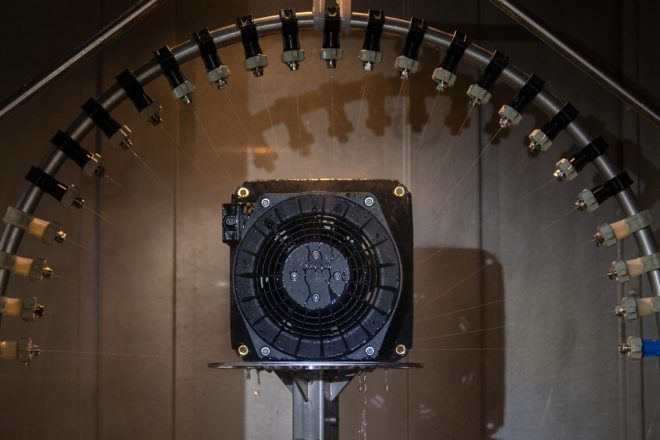
Our constant efforts to optimize our processes are reflected in almost all areas of work at the test center, albeit to varying degrees. “We have already fully exploited the optimization potential when it comes to water. We now feed almost all of the resources from our IP tests and irrigation chambers back into the water cycle. Unfortunately, the mixture prepared as an aerosol for the salt spray tests cannot be reused due to the corrosion residue and impurities that arise during the test. This wouldn’t comply with the applicable standard, either.”
The situation is different when it comes to heat recovery and utilizing the resulting waste heat potential: For example, the site’s heating system is connected to a cooling circuit that not only cools, but can also recycle the generated heat. This ambivalent and flexible solution shows how important the test center’s work is for the entire company, explains Markus Steinmann: “In terms of sustainability, we want to minimize resource wastage of any kind. And we are getting one step closer to this goal every day.”
Exclusive insights into all test fields
Learn more about how ebm-papst puts fans to the test in the individual test fields. Each article with exciting insights, videos and pictures!



IN SPITE OF KNOWING ebmpapst AND IT’S PRODUCTS FOR MANY MANY YEARS I SALUTE YOU FOR YOUR COMMITMENT TOWARDS APPLICATION ENGINEERING & APTITUDE TO USAGE TESTING , SIDE BY SIDE WITH TESTING TO APPLIABLE PRODUCTS STANDARD!
THAT’S A BIG ADDED VALUE TO YOUR EFFICIENT & RELIABLE PRODUCTS! CONGRATS